Принцип действия газодинамических установок
В конструкции твердотельных установок присутствуют две основных детали: рабочее тело, роль которого чаще всего играет искусственный рубиновый стержень, лампа накачки.
Лампу накачки эксплуатируют для передачи нужного излучения на рабочее тело - стержень. Данное оборудование, как правило, работает в режиме импульса, хотя встречаются установки, работающие в непрерывном режиме. Вы можете купить пластины +для профиля по самой выгодной и доступной цене.
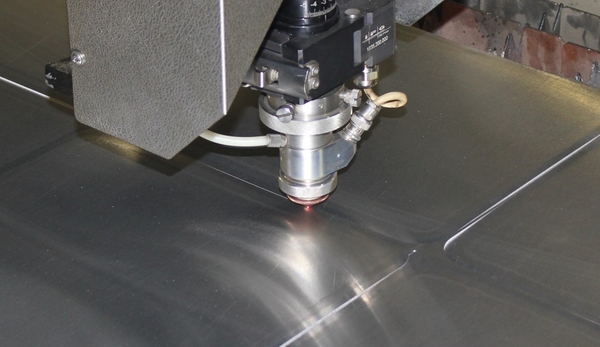
В газовых установках для резки или раскроя металлических поверхностей роль рабочего тела выполняет газ. Он через специальную трубку закачивается непосредственно в рабочее поле лазерного луча. В этом технологическом сегменте широко эксплуатируются щелевые установки, с рабочим телом в виде углекислого газа. Их основные преимущества заключаются в простоте использования, компактности, мощности.
Принцип действия газодинамических установок основан на том, что рабочий газ первоначально греют до температуры от 2000 до 3000 °C. Затем пропускают через сопло со скоростью, несколько превышающей скорость звука, охлаждают. Оборудование для реализации такого технологического процесса дорогостоящее и применяется не часто.
Любое оборудование для выполнения работ по резке с помощью лазера, независимо от того, к какому виду оно относится, имеет такие узлы:
узел для передачи и образования газового потока, излучения (сопло, подающее газовое устройство, система зеркал, оптические элементы);
специализированный излучатель (газовый либо твердотельный) с определенными энергетическими или оптическими показателями;
узел для управления, контроля над работой;
узел для перемещения (координации) как обрабатываемой металлической детали, так и, непосредственно, лазерного луча.
В процессе работы лазер и оптические элементы разогреваются. Их нужно охлаждать. Это делают либо с помощью воды, либо обдувом воздуха. В первом случае, когда роль теплоносителя выполняет вода, установка для резки оснащается теплообменником или холодильной установкой.
Преимущества и недостатки резки лазерной
Лазерная резка имеет ряд достоинств по отношению к другим видам раскроя металлических изделий. А именно:
технологический процесс не предусматривает соприкосновение инструмента и детали, поэтому можно работать с хрупкими материалами;
широкий диапазон толщин, марок материалов для обработки. В частности, стали нержавеющие толщиной до 50 мм либо твердосплавные материалы;
высокая точность, скорость технологического процесса. Управление лазерной резкой с помощью компьютера позволяет снизить погрешность и получить деталь с любым заданным контуром;
лазерная резка выступает как альтернативный техпроцесс, заменяющий ковку, штамповку, при небольших партиях (экономия за счет изготовления специальной штамповой или ковочной оснастки);
малый процент отходов. Не надо дополнительно использовать механическую обработку (срез ровный, заусенец отсутствует);
снижение себестоимости продукции увеличения скорости, производительности.
Хотелось бы обратить внимание на дополнительную «опцию», свойственную лазерному раскрою. Это возможность гравировать на металле «метки», определяющие места стыков швов, точки сверления отверстий и прочее.




